На основе начальной компоновки перешли к реальным тестам, что позволило выявить основные проблемы. Изначально магазин заготовок планировался как массив ячеек (матрица отверстий или слотов для труб), и программа робота писалась как массив точек.
Проблема была одна: не получалось динамически менять угол взятия заготовок — каждая труба в ячейке требовала индивидуальной ориентации, но массив не позволял легко корректировать углы поворота захвата математически с учетом переориентации кинематики робота.
Начали экспериментировать с расположением захвата: пробовали разные углы монтажа Metalcraft 3-50M (на 0°, 45°, 90° относительно оси робота), добавляли смещение в программе, но это усложняло код и не решало проблему полностью. (рис. 2)
Дальше — проблема юстировки накопителя. Ячейки были сварены неровно — провалы в центре, искривления. В итоге в конце массива набегала кумулятивная ошибка (от вибраций и неточности сварки), и последняя деталь не попадала в нужное положение. Как следствие, точка менялась динамически, и робот промахивался на 5–10 мм.
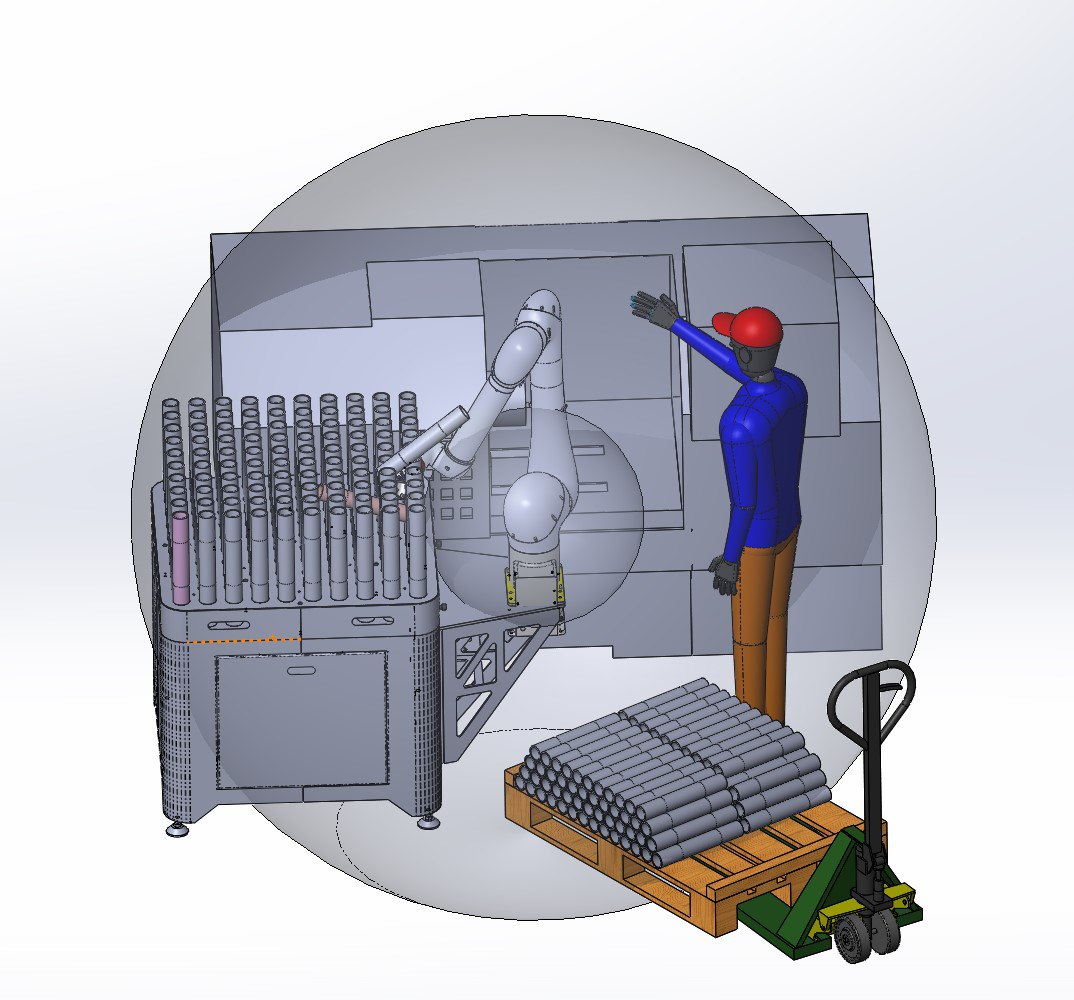
Основным решением всех проблем была реализация гравитационного лоткового питателя вместо ячеек. Трубы укладывались по 20 штук в наклонный лоток (угол ~15–20°), затем скатывались под своим весом к точке захвата (с упором и фотоэлектрическим датчиком). С другой стороны — аналогичный лоток для готовой продукции (выгрузка в пачки по 20–30 шт., с тележкой для вывоза).
Это упростило программирование: появилась фиксированная точка без массива — робот всегда берёт/кладёт в одно место, детали подаются гравитацией. Плюс, появлялась адаптация под диаметр: а именно регулируемые боковые направляющие.
Данное решение привело к автоматическому исключению префиксации положения выходного накопителя, теперь лотки позволяли ручную загрузку без точного позиционирования.
После изготовления гравитационных лотков (сварка, регулировка угла, тесты скатывания) всё собрали и отправили на производство заказчика в город Киров. Мы всегда предлагаем DDP условия для наших заказчиков.